Above: Virginia master gunsmith David Sams prepares a boring head and a kicker for drilling a barrel bore to the nearest 0.0005-inch, on the precise plane with the center of the firing pin hole.
A while back I journeyed to Cartersville, VA, with former NRA Photography Director Lloyd Hill to meet with a distinguished member of an elite society. Driving past Civil War battlefields and Thomas Jefferson’s Monticello home, I was reminded of the rich history of this part of the country. Echoes of the Declaration of Independence and musket fire seemed a fitting prelude as we drove out to spend the day with a master gunsmith, 25 years in the making.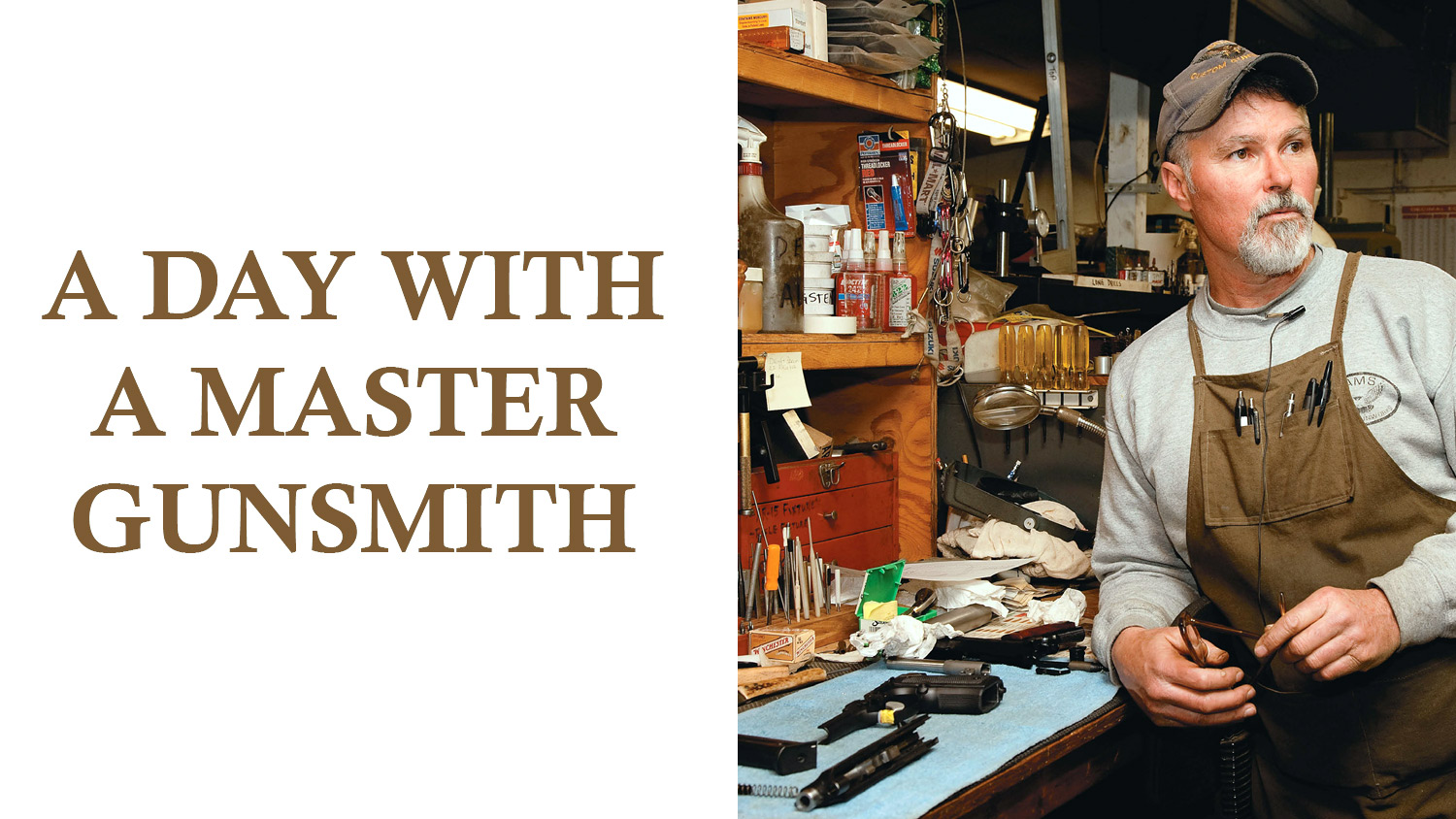
I first met this retired Army veteran at a bullseye pistol clinic in Virginia Beach where I learned of his long association with the renowned U.S. Army Marksmanship Unit (AMU). Formed in 1956 by President Dwight D. Eisenhower, the AMU produces some of America’s best competitive shooters and custom gunsmiths. The AMU’s custom firearms shop produces top-quality, match-grade rifles, pistols and shotguns, and much of the AMU’s ammunition.
Shop personnel conduct weapons research and development, including testing the M-21 and M-24 sniper systems; special-reaction team rifles; and testing and maintaining the Barrett .50 caliber sniper rifle. While working at the AMU in 1994, our host for the day received the assignment to build a match-grade, M-9 Beretta 9 mm service pistol. After many months of research and development, the match grade M-9 became a reality under his watchful eye.
With such a resume, it won’t surprise you to learn that today, David Sams is a licensed gun manufacturer, equipped to do virtually anything with a gun that a customer might specify, including the design and fabrication of a match grade firearm.
Hill and I made the two-and-a-half-hour trek to talk with Sams so our readers might better decide for themselves whether such services are justified for their own competitive needs. In the past, the particular “recipes” used by top gunsmiths were closely guarded and competitors didn’t talk much about the custom aspects of their equipment. Perhaps because of their military background, Sams and others like him are anxious to pass along the lessons taught to them by their mentors, thus perpetuating and hopefully improving the trade. Innovation is important in any trade, but Sams feels strongly that gunsmithing also relies heavily on tried-and-true methods and critical specifications required for a firearm to function reliably and accurately. According to Sams, such experience comes from both successful and failed projects along the way: Hence his motto of “quality instead of quantity.”

At the start of our day with Sams and his wife Rhonda, who runs the front office, I asked him to share his insights about the industry and what to look for when selecting a gunsmith to build a match grade gun. As is often the case, asking the right questions can be critical to finding the right answer.
What is your general assessment of the custom gunsmith industry?
With so little being written about the subject, especially in the bullseye world, all the information to be learned is done so by word-of-mouth. That leaves too many competitors in the dark about custom gunsmithing. Probably because of my military background where we pooled our resources and even shared ideas with other teams, I want to share what I’ve learned to help raise the education level in our industry. My view is that there are two problems within the gunsmith trade today—lack of education, and being forced to cut corners to stay afloat.
As for education, the gunsmith or builder needs to understand every single function of their customer’s gun. New bullseye shooters ask me how long it takes to acquire the ability and knowledge to build a match grade gun. “About 25 years, and a whole lot of mistakes along the way” is what I tell them. You can’t just attend a gunsmithing course and walk out knowing how to do everything required to build a match grade gun. So my advice to your readers is to research the experience of a potential builder. Ask for references and talk with competitors who have used their services.
Note: When we arrived at the shop for the interview, Sams was working on a rifle on which another gunsmith had installed a new barrel, but failed to re-work the receiver for the proper feeding of the cartridge. The rifle had been used that way for a year, thankfully without incident.

As far as cutting corners, people don’t come into the gunsmithing business to get rich. They do it because it’s their passion. I get up before dawn each morning and I don’t finish the day until 9:00 p.m. I couldn’t afford to pay other shop workers to do that. So in order to make ends meet, a gunsmith can raise prices, lower costs or cut corners, and this last one is where the customer needs to do their homework. Ask for referrals.
What is your advice for people when first contacting a custom gunsmith?
Once you’ve made your choice, let the gunsmith do their job. The best customers for me are the professional competitors who call and ask me to simply build them a wad gun, for example. They may have a few preferences such as a straight versus rounded mainspring housing, crisp or roll trigger, etc., but they leave the rest to me. I don’t tell them how to shoot and they trust me to build them a gun that will consistently perform to match-grade standards.

Then you have the customers who have read all the advertisements and may have purchased several parts (or asked me to purchase them), and then want me to assemble them into a match grade gun. The problem with this “name brand” approach is that it overlooks the most important part of custom gun building—the selection and fitting of parts that are matched to each other. If you look around my shop you’ll see that I have at least 20 of everything; bushings, slides, barrels, firing pins, etc. and they are all oversized. I can select the one that best fits a particular application and machine it to size, or make one from scratch. The final fitting is done with lapping compound for a perfect fit. If the “brand name” customer sent me a part that doesn’t fit quite right, then I have to call them to discuss alternatives, which adds time and expense to the order. If you are a hobbyist and you enjoy working on guns, then there are plenty of well-stocked gun supply companies to help you do just that. The reason to hire a custom gunsmith, in my opinion, is for match accuracy that can only be achieved through proper part selection and machining. If you’re looking for “pie plate” accuracy with name-brand parts, you can save some money by hiring someone to assemble your parts for you or do it yourself. I only know how to build a gun one way.
What about advertising claims for a gun that will shoot a certain minute of angle (MOA) or group size at a specific distance? What should the customer ask to better understand such claims?
They should ask what distance the advertised guns are fired from in order to make that claim. Shooting a gun from the 50-yard line on a machine rest and including the target and ammunition data with the delivered gun, is far better than shooting the gun from a shorter distance and then extrapolating the data to a computed distance.
I can promise certain group sizes based on past experiences from the 50-yard line. And occasionally, I’ll build a gun where all the dimensions just line up right and it will shoot group sizes smaller than one inch. Sometimes you just get lucky and build a perfect gun.
Where does the match-grade building process begin: the bullet, the barrel, or the model gun?
It starts with the barrel. No amount of welding up or machining is going to improve an average barrel. That’s why the first thing I do for a new build is to shoot just the barrel from my custom barrel test fixture. If it turns out to be an average barrel, I put it aside for the “pie plate” shooters. [Sams smiles, jokingly.] I also gave up chasing after bullet companies who change their specifications. I will test/build/match a gun for accuracy with different brands of ammunition, even using the customer’s pet loads. But when I am building the ultimate match gun, I start with a consistent bullet design and build the barrel around that bullet.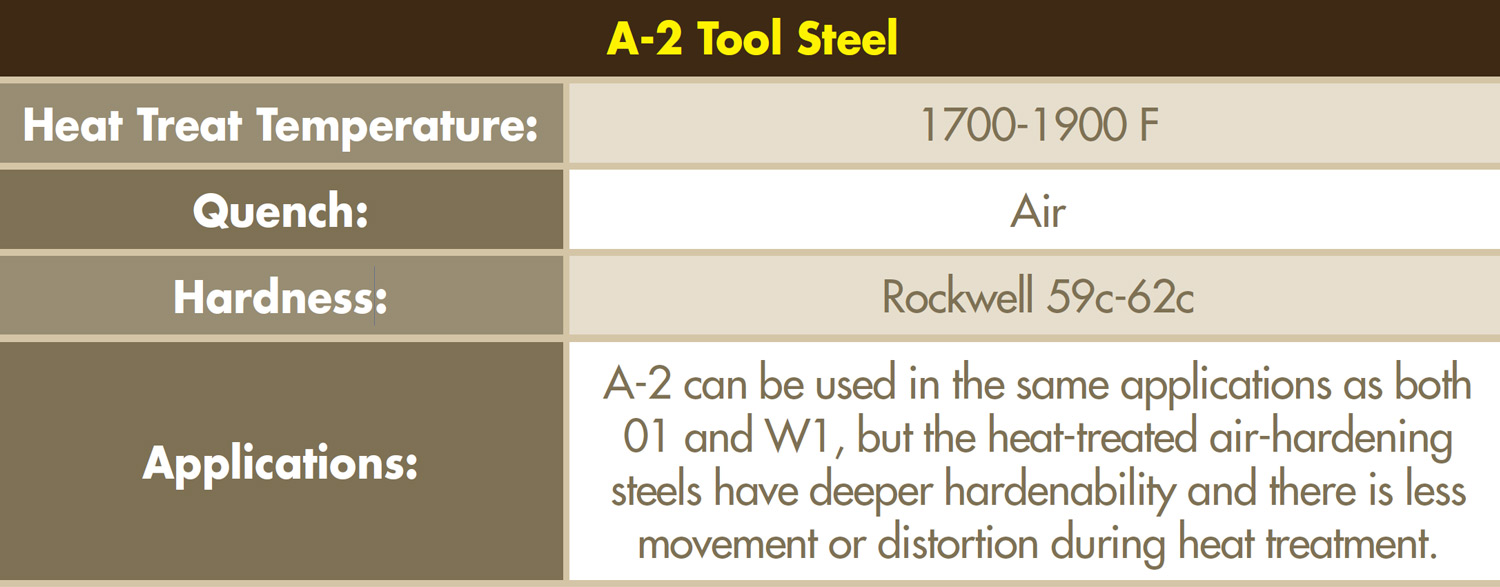
Once I know I have an accurate barrel, I then move onto building the rest of the gun, which involves fitting the bushing to the barrel (bushing inside diameter), then fitting the bushing to the slide (bushing outside diameter), and on to the other work depending on the model gun I am building. For my Beretta M-9 match guns, for example, I build a custom rail insert made from A-2 tool steel to replace the stock aluminum frame rails (see table above). This allows the slide-to-frame tolerances to be much tighter and more consistent than you can achieve with stock materials.
Do you build the gun for the shooter or does the shooter adapt to your gun—for example, with the type of scope mount?
As much as possible, I build the gun to suit the shooter. However, unless the owner comes to my shop, they will have to do some adjusting, as with the scope for example. Remember that few competitors hold the gun exactly level, so it’s best to do this with the help of a friend. Hold the gun with your natural cant. Then let the other person tighten the scope rings so that the scope reticule or controls are level—from the shooter’s perspective.

Another topic that comes up is slide-mounted scopes. The gunsmith takes the position that a slide-mounted scope detracts from the proper functioning of the gun. The shooter, however, may like the feel of the slower recoil with a slide-mounted scope for the larger calibers, particularly during rapid-fire. Another thing to watch for is the time of year the gun is built. For example, if I build the gun in the summer, by winter the pressure has gone down as will the recoil, maybe requiring a weaker spring. There needs to be a dialogue between the shooter and the gunsmith.
What are some things to look for when examining a custom-built gun?
Step 1: Check the slide-to-frame fit without the barrel or recoil spring installed. You don’t want to measure how well the spring jams the slide and bushing into battery. You want to feel the actual fit of the slide to the frame. Except for enough tolerance to allow a layer of oil on the metal, the fit should be exact. With the barrel, bushing, spring and spring guide removed, assemble the slide to the frame. Check side-to-side and up-and-down play. There should be none. Doing this without the recoil spring installed is the key to gauging the amount of play.
Step 2: Check the fit of the barrel to the bushing. Here you are verifying that the inside diameter of the bushing has been properly fit to the barrel. You should require a tool to properly remove the bushing from the slide since this should be a “hard fit.” And if the bushing slides off the barrel easily or you can remove the bushing with only your fingers, find another gunsmith.
Step 3: Reassemble just the barrel and bushing into the slide (no spring or spring guide). Orient the bushing to its 12-6 o’clock assembled position, and the barrel into its fully locked position. With the slide held horizontally and upside down, check for proper barrel/bushing fit by pressing downward on the bottom of the barrel lug and then releasing it. The barrel should remain “down” when released. If it lifts or springs back up when released, there has not been enough cam relief/clearance incorporated when fitting the bushing to the barrel. Most often a “springing barrel” will result in vertically stringing groups.
These two fittings—bushing-to-barrel and bushing-to-slide, cannot be achieved with random parts from a catalog. As I said before, leave parts selection to your gunsmith to achieve the best fit.
Step 4: For this next test, use a loose-fitting spare bushing (both for the inside and outside dimensions). With the slide held horizontally, upside down, and barrel positioned in battery, check the fit/tolerance between barrel hood, slide, and breech. Breech face to barrel hood should be a hard fit with no air gaps visible.

Next, Hill and I examined a customer’s Caspian wad gun that was in Sams’ shop for an annual check-up. “I wish all my shooters would take care of their guns like that.” Sams said. If surfaces begin to wear, I can reestablish the original tolerances to maintain the gun’s accuracy.
Recall that when Sams first begins his testing, he is only testing the barrel, clamped in one of his custom barrel test fixtures. For the ultimate in match preparation, you can send your firearm to a gunsmith for accuracy testing on a mechanical rest. Make sure you request several test targets with 10-shot groups with two, five-shot strings each.
After a final tour of Sams’ shop that includes cleaning, bluing and Parkerizing tanks, several tons of machinery, a test range, reloading equipment, complete ammunition inventory, and thousands of tools, bits and oversized parts, we said our goodbyes.
To learn more about David Sams’ Custom Gunworks, go to www.samscustomgunworksusa.com
Most Popular